油缸缸筒的生產(chǎn)工藝
2022-09-28 16:32
山西中重重工集團(tuán)
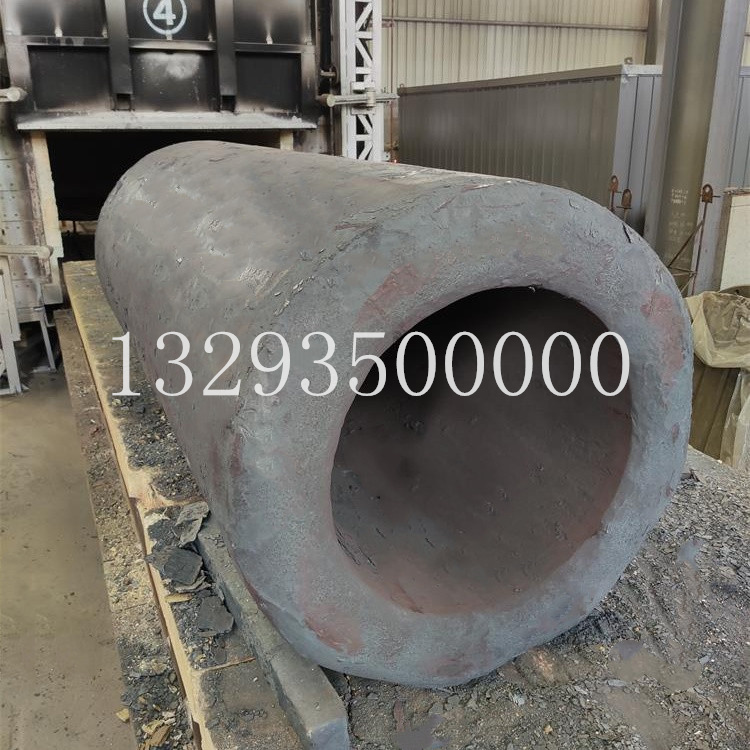
缸筒是油缸的主體,使活塞及其密封件、支撐件能順利滑動(dòng),其內(nèi)孔表面粗糙度要求比較高需要達(dá)到9級(jí)(Ra0.4 um),內(nèi)孔一般采用鏜削、鉸孔、滾壓或珩磨等精密加工工藝制造,為此,油缸缸筒內(nèi)壁不得出現(xiàn)縮松、縮孔、氣孔夾渣等缺陷。缸筒材料牌號(hào)為QT500-7,鑄件凈質(zhì)量900 kg,主要壁厚53 mm,力學(xué)性能符合球墨鑄鐵件GB/1348— 2009要求為:抗拉強(qiáng)度≧500 MPa,屈服強(qiáng)度≧320 MPa,伸長率奮≧7%。

由于缸筒壁厚均勻,所以鑄造收縮率取1.0%,上下端面加工余量取13 mm,缸筒內(nèi)孔表面加工余量取15 mm。
缸筒高度為1 040 mm,屬于長筒件,長筒形鑄件容易產(chǎn)生縮孔、縮松、夾渣和氣孔等缺陷,所以宜采用充型平穩(wěn)、有利于補(bǔ)縮能夠促使型腔內(nèi)鐵液溫度上下部分布均勻,避免局部過熱的階梯式澆注系統(tǒng)。該澆注系統(tǒng)分為兩層,上層澆道位置在鑄件三分之二高度處,由2個(gè)三通陶瓷管拼接而成,形成2個(gè)截面?30 mm的內(nèi)饒道和截面多?60 mm的 橫澆道;下層澆道4個(gè)內(nèi)澆道,內(nèi)澆道由截面沴?30 mm的陶瓷管拼接而成,橫澆道截面尺寸為70/80 mm x 50 mm,直饒道由截面?70 mm的瓷管饒道組成。
合理使用冷鐵,特別是隔砂冷鐵在缸筒內(nèi)孔中的應(yīng)用,形成一定程度上的激冷作用,促使組織致密,同時(shí)也增加了截面上的溫度梯度,促進(jìn)方向性凝固,能有效地減少缸筒內(nèi)壁縮孔、縮松缺陷。
缸筒采用階梯式澆注系統(tǒng),可以促使型腔內(nèi)鐵液溫度分布均勻,避免了鑄件的局部過熱,消除了孤立熱節(jié),同時(shí)增強(qiáng)了排氣、擋渣能力,可有效地減少了因縮孔、縮松、氣孔、夾渣等缺陷對(duì)缸筒孔內(nèi)表面粗糙度造成的影響。

